


-988x405.jpg)

- O


Special Deals

4 Wing Carbide Raised Panel Shaper Cutter 1-1/4
$69.99 $312.00
-320x320.jpg)
6" Corrugated Back 4 knife molder head for Stetson..
$305.11 $394.00

6PACK Norton Cutoff Wheel, 23A601-PB25, 7"x.050"x1..
$84.99 $180.00
6z shaper cutter molder slotter 6" diameter 23/32"..
$119.00 $275.00

Amana 47092 Carbide Tipped Flush Trim 1/4 Dia x 1 ..
$31.23 $44.30

Amana 55252 Carbide Tipped Mortising Screw Down Sh..
$29.99 $29.99

Amana Tool 516121 Carbide Tipped Aluminum and Non-..
$249.99 $318.95

Amana Tool 906 Carbide Tipped 3-Wing Matched/Rever..
$86.00 $104.00

Amana Tool AMS-165-K 8-Pc CNC Spektra Extreme Tool..
$361.12 $481.55
Bosch 85234M 1/2" Hinge Mortising Cutter 1/4"-28 T..
$19.99 $19.99

Byrd Shelix DC-580 20" Planer with Bearing Package..
$1,515.00 $1,515.00

Byrd Shelix Head FOR SCMI 520E Planers With Bearin..
$3,040.00 $3,118.00

Delta 45-984 raised panel shaper cutter 1-1/4
$39.99 $120.00

Fisch Carbide Tipped Hinge Boring Bit L/H 40mm D x..
$39.99 $65.00
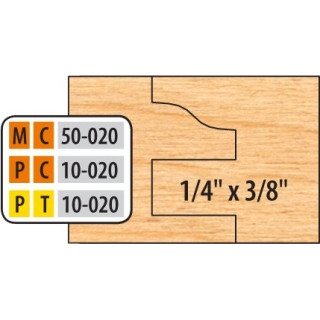
Freeborn MC-50-020 Cope & Pattern 6 piece shaper c..
$501.00 $701.00

LRH K-1167 shaper cutter molder cabinet door drawe..
$49.99 $255.00

LRH K-1167 shaper cutter molder cabinet door drawe..
$63.99 $255.00

LRH K-1167 shaper cutter molder cabinet door drawe..
$39.99 $195.00
Popular Tools 14" x 90T ST Steel Cutting Saw Blade..
$241.99 $312.00

SY Shaper Cutter - 1/2
$16.99 $35.00

SY Shaper Cutter - 1/4
$16.99 $35.00

Tenryu Steel-Pro Saw Blade, 16" Dia, 80T, 0.102" K..
$416.00 $520.00

Weinig Rondamat 960 Grinding Arbor 2-1/8" 932 0712..
$2,199.00 $2,199.00

Misenheimer extended roundover molder dedicated i..
$69.99 $789.00
Search By Profile


-200x200.jpg "quirk bead")














Search by Bore Size








-210x210.JPG "Corrugated Back Molding Knives")


-210x210.JPG "William and Hussey Custom Ground Profile Knives")

Featured Products








Latest Products




-320x320.jpg)




Manufacturers and Brands


Sitelock Secured Verified Site
Free delivery over $150 On most items
Hassle free returns